
澳太机械:CND1220管子坡口安装使用调试说明
日期:2018-06-15 点击:4535
|
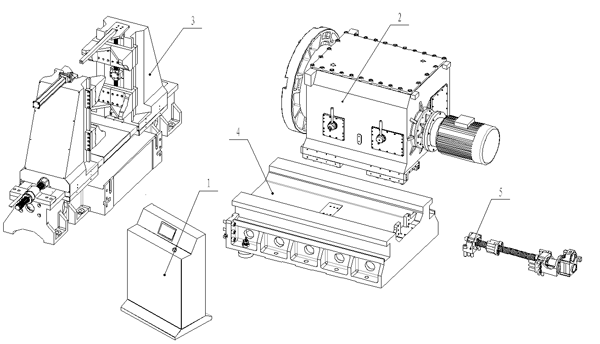
序号 |
部件名称 |
序号 |
部件名称 |
|
1 |
电控箱部分 |
2 |
切削动力部分 |
|
3 |
夹紧块部分 |
4 |
底座部分 |
|
5 |
进刀动力部分 |
|
|
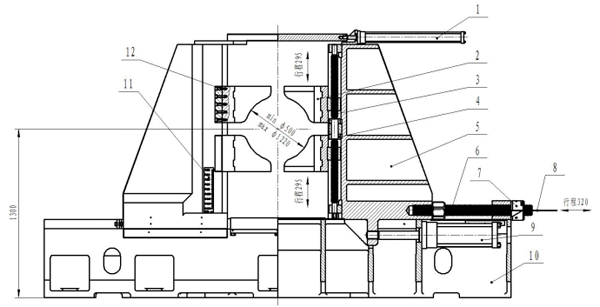
二、夹紧机构
1、夹紧机构解析
|
序号 |
部件名称 |
序号 |
部件名称 |
|
1 |
夹紧小油缸 |
2 |
夹紧块 |
|
3 |
夹紧螺杆 |
4 |
调整螺母 |
|
5 |
夹紧臂 |
6 |
限位螺杆 |
|
7 |
限位螺母 |
8 |
X轴标尺 |
|
9 |
夹紧大油缸 |
10 |
夹紧底座 |
|
11 |
Y轴标尺 |
12 |
固定螺钉 |
2、夹紧机构的调整
第一步:参考加工图纸和测量管子外径,以外径为标准。
第二步:启动右侧夹紧大油缸使操作端的夹紧臂向左移动回到最大位置。
第三步:调整限位螺母:使限位螺母上的指针与X轴标尺上所对应的管子外径读数对齐。对齐后将限位螺母锁死(止退)。
第四步:调整夹紧块大小:在夹紧块的两端各有两块移动滑块,移动滑块中心由一条
正反向螺杆连接。在螺杆的底端有调节六角;螺杆正转反转时滑块同时放大缩小,螺杆中心以铁块固定,上下有一对调整螺母可微量调节,两滑块的上下移动以调整中心。调整时需松开滑块上的固定螺钉,工作时需紧固。
调整夹紧块的大小时也以管子外径为标准,拧动调节六角根据管子大小将夹紧块上的指针与Y轴标尺上的读数对齐。
第五步:将管子装夹于坡口机内,可分别用百分表或试切的方式来找管子中心,当管子左右误差过大时,可适当的前进后退限位螺母。
3、夹紧机构的使用
夹紧机构采用同步涨紧。
使用步骤:
第一步:将管子由管子托架进入夹紧钳口,管子超出夹紧钳口100~150mm。
第二步:启动右侧夹紧大油缸使调整好的右侧夹紧臂向左移动,移动距离以调整好的限位螺母为基准。然后停下。
第三步:启动左侧夹紧大油缸使调整好的左侧夹紧臂向右移动, 将管子夹紧。
第四步:启动夹紧小油缸,拉紧夹紧机构顶部。
4、夹紧块的更换
第一步:将涨夹紧块连接螺钉拆下;
第二步:拔出夹紧块;
第三步:将新的夹紧块更换上;
第四步:将夹紧块连接螺钉装上。
注意:夹紧块连接面的清洁度将直接影响法兰切削面与管子的同轴度
三、安装
机器安装尺寸上图CND1220底脚安装图,将地脚螺栓安装至机器螺栓孔内。
注意:在移动机器时需谨慎小心,缓慢起吊不能使机器与地面或其它物体产生碰撞。刀架与机体是可旋转机构,小心人员安全。安装调节完毕后需拆下起吊机构。(以上调整安装机床由我公司专业人员进行安装调试,非专业人员不得进行修改调整)
四、选择刀片
设备交付时,刀盘上不会安装非标刀具。订购及使用时,请根据你需要加工的法兰类型及加工尺寸,选择订购合适的刀具。
警告!操作马达或刀片前,请检查马达是否已经与电源或者气源断开。
1、 安装/拆卸刀片
1) 刀盘
用刷子清理刀片、刀盘连接部分,保证安装刀片前连接面的清洁度。
注意:刀片连接面的清洁度将直接影响管子坡口面的加工质量。
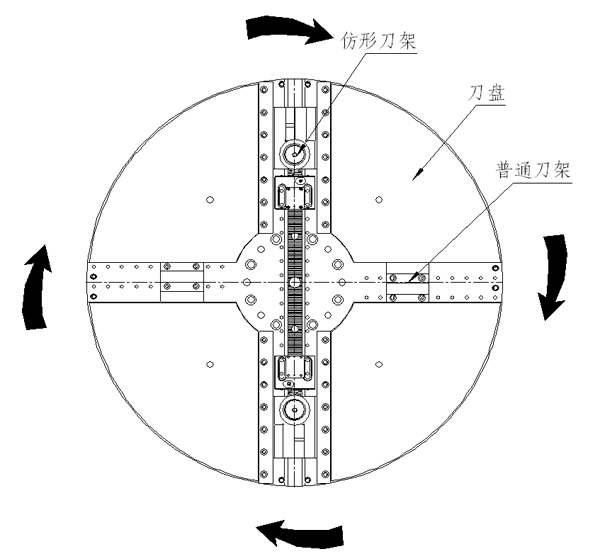
如上图所示,正面观察设备,刀盘为顺时针方向旋转(刀盘上方看),安装时注意刀具坡口面的方向。
2).仿形刀架的调整与安装
|
序号 |
部件名称 |
序号 |
部件名称 |
|
1 |
仿形刀架 |
2 |
刀架螺钉 |
|
3 |
紧定螺钉 |
4 |
弹簧 |
|
5 |
弹簧座 |
6 |
合金刀片 |
|
7 |
仿形轮轴 |
8 |
内六角螺钉 |
|
9 |
轴承 |
10 |
仿形轮 |
|
11 |
压紧螺母 |
12 |
压紧螺纹 |
|
13 |
齿块 |
14 |
内六角螺钉 |
|
15 |
挡圈 |
16 |
|
3)弹簧力的大小调节:
可根据管子变形程度来调节弹簧力大小,当管子变形较大时,可增大弹簧力。使仿形轮有足够的压力贴紧管子内壁,以保证加工质量。反之则需减小弹簧力。
4)弹簧力的调节方法:
第一步:拧松螺钉,带出压紧螺纹,使刀架螺钉处于松动状态。
第二步:调节刀架螺钉,以改变弹簧力的大小。
第三步:拧紧螺钉压紧刀架螺钉,防止刀架螺钉松动。
5)仿形轮的位置调整:
仿形轮的位置应根据管子内壁的直径大小来进行调整安装。安装时仿形轮最大外径应高于管子内壁直径5~10mm。当刀盘进刀时,仿形轮会受到进刀力的影响,而被压入管子内壁,以达到仿形的目的。
6)仿形刀架安装方法:
第一步:拆掉弹簧座上的螺钉,在拆掉齿块上的螺钉。然后用螺钉通过齿块上的顶起螺纹孔将齿块顶起,顶起高度约5~10mm。
第二步:用铜锤敲击仿形刀架,使仿形刀架能在刀盘直径方向来回移动。根据以确定的仿形轮的位置来固定仿形刀架。
第三步:将此块压紧,然后在将弹簧座上的螺钉压紧。
建议加工法兰前,启动设备,观察刀盘旋转方向是否正确。
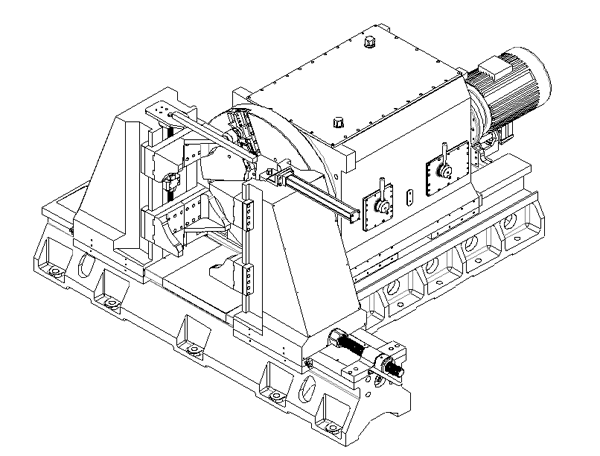
六、机器大部件机构
1、切削动力部分介绍
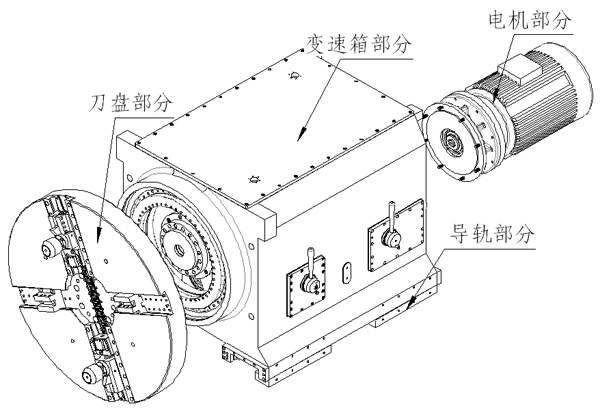
切削动力部分如上图所示。切削动力部分由电机、齿轮箱、刀盘及导轨组成,电机通电后转动,经过齿轮箱减速带动刀盘旋转,前后进刀在导轨上滑动。
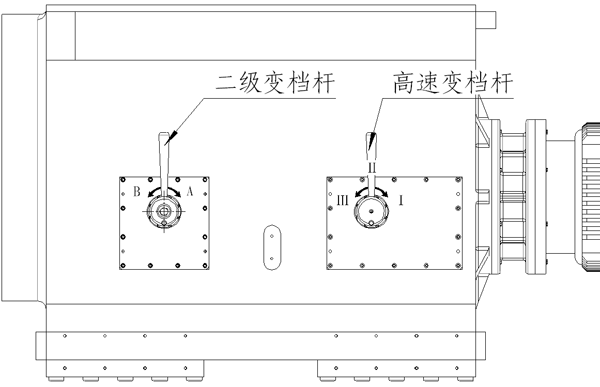
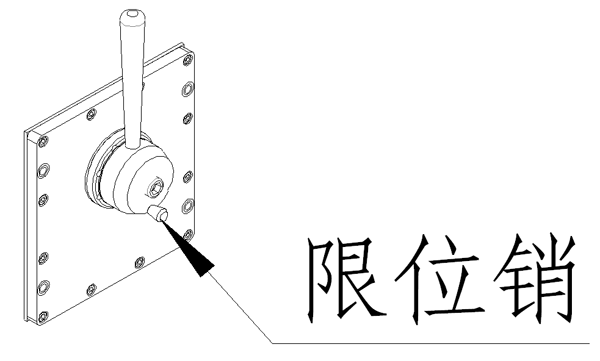
变速箱变档机构如上图所示,由高速变档杆和二级变档杆组成,拔出变档杆限位销时,变档杆可顺逆时针转动进行档位变换,档位变换好后限位销对准机体孔插入孔内锁止(防止变速箱旋转时出现滑档)。
具体档位变换如下表:
| 高速变档 |
二级变档 |
输出转速 |
高速变档 |
二级变档 |
输出转速 |
|
(Ⅰ/Ⅱ/Ⅲ) |
(A/B) |
r/min |
(Ⅰ/Ⅱ/Ⅲ) |
(A/B) |
r/min |
|
Ⅰ |
B |
60.85 |
Ⅰ |
A |
40.5 |
|
Ⅱ |
15 |
Ⅱ |
10 |
||
|
Ⅲ |
30 |
Ⅲ |
20 |
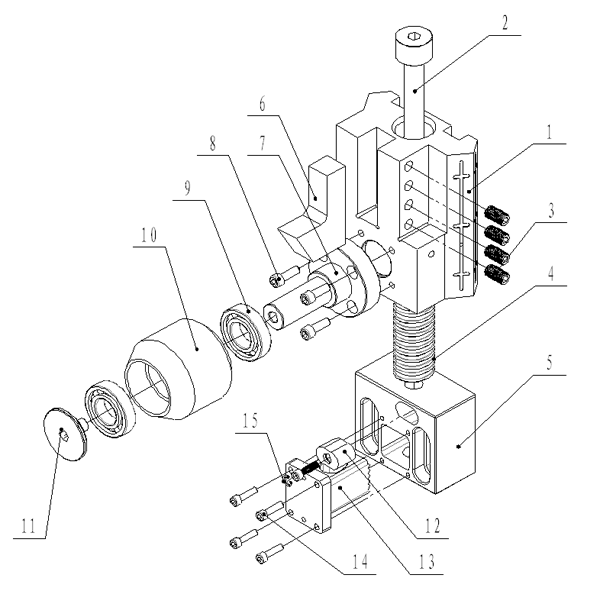
2、进刀丝杠部分
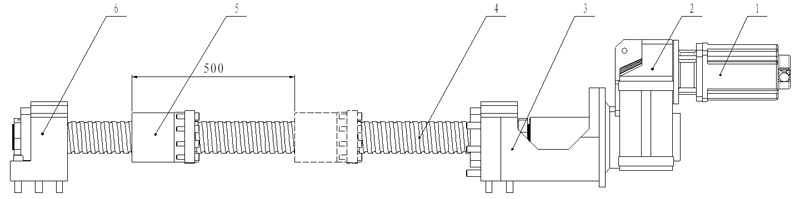
如上图所示。
进给丝杠部分由“1”(伺服电机),“2”(减速器),“3”(丝杠支撑座),“4”(滚珠丝杠),“5”(滚珠丝杠螺母),“6”(丝杠前支撑座)组成。部件“3”(丝杠支撑座)和“6”(丝杠前支撑座)连接在机座上,“5”(滚珠丝杠螺母)连接在切削动力部分上,由“1”(伺服电机)驱动经“2”(减速器)减速,旋转“4”(滚珠丝杠)驱动切削动力部分前后进退刀。
七、润滑油加注

液压油加注:导轨润滑及丝杠润滑,导轨润滑及丝杠润滑采取自动注油方式润滑,定期检查油盒内油脂量,按照润滑泵要求定期补入油脂,润滑油选用理基润滑脂与机油混合油。切削齿轮箱部分加油明,出厂时机器没有配带齿轮润滑油,齿轮箱在运行前请加入齿轮油,减速机运转三个月后需进行更换齿轮油,齿轮润滑油牌号为VG220。更换齿轮油时应先拧下放油螺栓,将原有润滑油排出,拧上放油螺栓,拧下通气帽,将润滑油加入齿轮箱,加至游标孔位置。